整体式压痕钢底模助效率质量双提升
时间:2014-05-18 23:09:54:本站浏览次数:1238
模切压痕是纸盒包装加工中的一道常见工序,其质量好坏将直接影响纸盒包装的规格、外观以及包机适应性,尤其是近年来消费者对商品包装质量要求越来越高,且终端企业在进行产品包装时也要求高效、优质,这就要求纸盒包装在模切压痕后应具有很好的包机适应性,主要体现在切边光滑、模切规格准确一致、压痕饱满、折痕挺度达到包机要求等。其中,后两者是影响纸盒包装成型效果的关键,其主要取决于模切刀版配套底模的质量。因此,可以说,底模是纸盒包装模切压痕质量的重要保证。
常用底模及其缺陷
自前,模切压痕工艺中常用的底模主要有以下两种。
1. 专用底模条
使用方法:首先根据压痕图纸上压痕线的长度,将底模条剪成所需长度,然后将底模条卡在刀版上对应的压痕线上,并撕掉其背面的胶条,最后经过合压将其反粘在钢板上,制成大版底模。
使用底模条时,要求有熟练的操作工进行剪切、粘位,当压痕较多时,较费时间。虽然底模条成本较低,但其硬度较小,变形量较大,加之每条压痕线单独对位,使其在压线精度上难免会产生些许误差,而且其在压痕长度上也不够精准,使用寿命短,一般用于压痕较少的纸盒包装或小批量的生产任务。图1 为采用底模条进行模切压痕加工时的示意图。
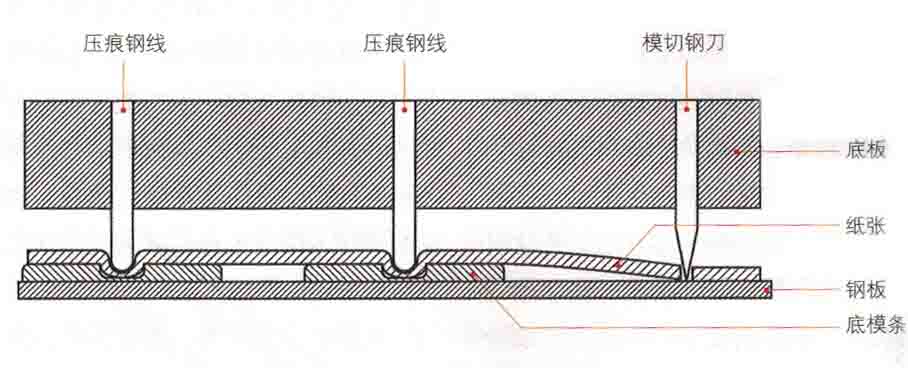
图1 采用底模条进行模切压痕加工的示意图
2 .纤维树脂底模
纤维树脂底模是采用硬质树脂底模材料作为底板,利用电脑底模开槽机在底板上用所需槽宽度的铣刀铣出凹槽,从而形成压痕底模。使用方法:首先用定位销将纤维树脂底模固定在刀版上,并撕掉其背面的胶条,然后经过合压将其固定在钢板上。采用这种底模进行模切压痕加工时的示意图如图2 ,实物效果如图3 。
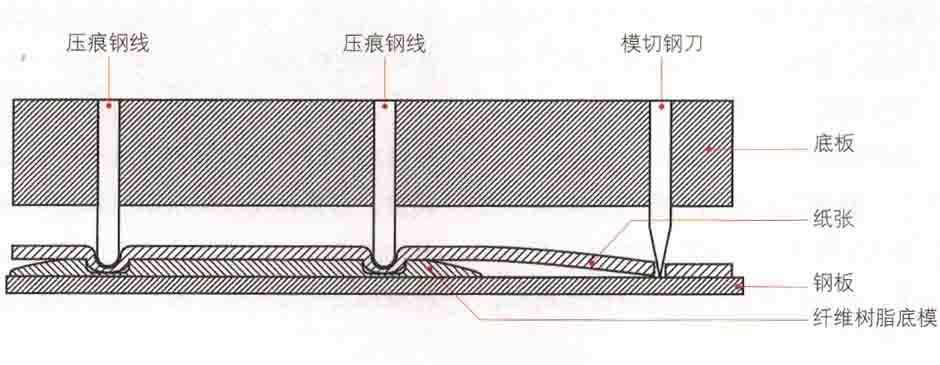
图2 采用纤维树脂底模进行模切压痕加工的示意图

图3 “黄金叶‘’小盒烟包模切压痕加工所用的纤维树脂底模
由于纤维树脂底模将单个纸盒包装的各个折痕凹槽都集合在了一块底板上,因此其精度、耐用率均比底模条要高,一般用于产量较大的纸盒包装。但因其硬度限制以及单个定位的偏差影响,在压痕次数、精度以及饱满程度上难免存在一定缺陷。
3 .常用底模的缺陷
以上两种底模在模切压痕工序中较为常用,但从使用材料、装版方式以及加工过程来看,两者均存在以下缺陷:
(1) 由于使用材料硬度的限制,在进行批量生产后,底模会变形,从而造成压痕挺度不够,成型不饱满,进而影响纸盒包装的包机适应性;
(2) 装版精度不够高,由于压痕处不是整版定位,而是局部逐一定位,操作中难免存在一定误差;
(3) 装版效率低,局部调整比较麻烦;
(4) 由于纸张在底模压痕处与切断处的位置高低存在细小变化,因此在模切精准度上对纸张的模切成型存在细微影响。
由于上述两种常用底模存在一定缺陷,在精度要求高、产量大的长线产品生产中,确实难以满足生产需求。
整体式压痕钢底模的开发及其特点
为了适应现代化高速、高效、高质量的生产需求,就需要有一种硬度高、对位准、装版快的底模来进行模切压痕加工。而要想提高压痕精度和装版效率,可以从以下3 点来考虑:
(1)拼大版,对整体底模进行凹槽加工,减少局部对版时间;
(2)对底模凹槽的宽度、深度、位置进行严格控制;
(3)底模材料的硬度要高,不易变形,以便于长线产品的加工。
针对上述3 点要求,经过多次试验,我们最终采用了“整体式压痕钢底模”,加工示意如图4 。
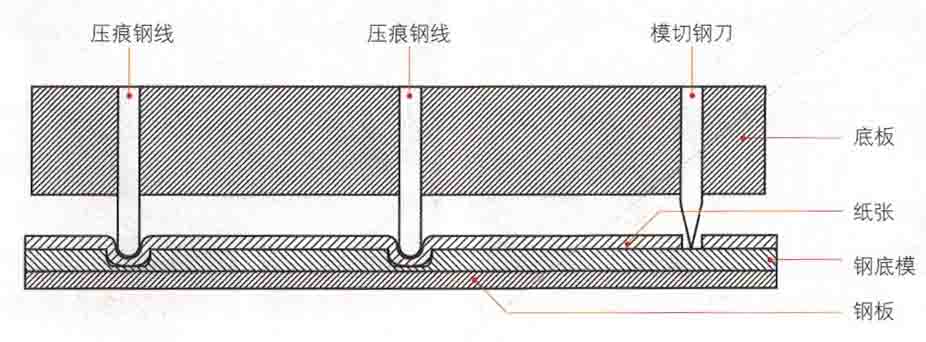
图4 采用整体式压痕钢底模进行模切压痕加工的示意图
与传统底模相比,这种整体式压痕钢底模的创新点在于以下4 点:
(1) 采用钢板(瑞士产HRC52 钢材)作为底模材料,有力地提高了底模材料的硬度,而且底模槽是钢质的,不易磨损,不易变形,一般至少可以加工400 万一600 万印,解决了长线产品的加工需求;
(2) 利用计算机编程后,采用数控( CNC )雕刻机在钢板上进行底模凹槽精雕;
(3) 采用整体式钢板进行一次性凹槽雕刻,提高了模切精谁度;
(4) 一次性装大版,将钢底模整块粘在钢板上即可,减少了装版时间,提高了生产效率。例如,18 拼的烟包小盒,整体式压痕钢底模一般20 分钟就可装完,而纤维树脂底模一般需要2 小时以上。
整体式压痕钢底模的主要加工过程为:首先,在制作刀版的电子文件中,将制作压痕线的部分提炼出来,并导入到CNC 编程软件(如雕刻软件MasterCAM 等)中;其次,根据客户要求,在CNC 编程软件中对雕刻的底模凹槽进行参数设定与编程,如一般纸盒包装加工中,压痕线的凹槽宽度为1.1~1.2mm ,深度为0.35~0.45mm (参数与纸张的厚度、类型以及压痕线的宽度有关);最后,将编好的程序运用到数控系统中,采用CNC 雕刻机对钢板进行雕刻,雕刻后的整体式压痕钢底模如图5 。

图5 雕刻后的整体式压痕钢底模
使用整体式压痕钢底模进行模切压痕加工时,必须对刀版进行一定的调整,主要体现在压痕钢线和模切钢刀的高度上。当采用纤维树脂底模进行模切压痕加工时,模切钢刀的高度要大于压痕钢线的高度,一般模切钢刀的高度为23.4mm ,压痕钢线的高度为23.8mm 。而当采用整体式压痕钢底模时,压痕钢线与模切钢刀的高度差别却不大。因此,在加工与整体式压痕钢底模配套的刀版时,一般要求模切钢刀的高度为23 .80mm ,压痕钢线的高度为23 .85mm ,压痕钢线高度略高于模切钢刀高度主要是为了增加压痕的深度和饱和度。
整体式压痕钢底模的应用
采用整体式压痕钢底模进行模切压痕加工,不仅装版快捷,而且压痕效果非常好。
图6 所示为纤维树脂底模和整体式压痕钢底模的压痕效果对比。从中不难看出,钢底模的压痕效果更饱满、平直,拐角处折痕更明显,这是因为钢底模表面平整,压痕线凹槽凹陷,海绵胶条和纸张、底模是垂直平面接触的,且折痕处无底模痕迹。采用整体式压痕钢底模进行模切压痕的烟包在烟厂包机上的适应性显著提升。
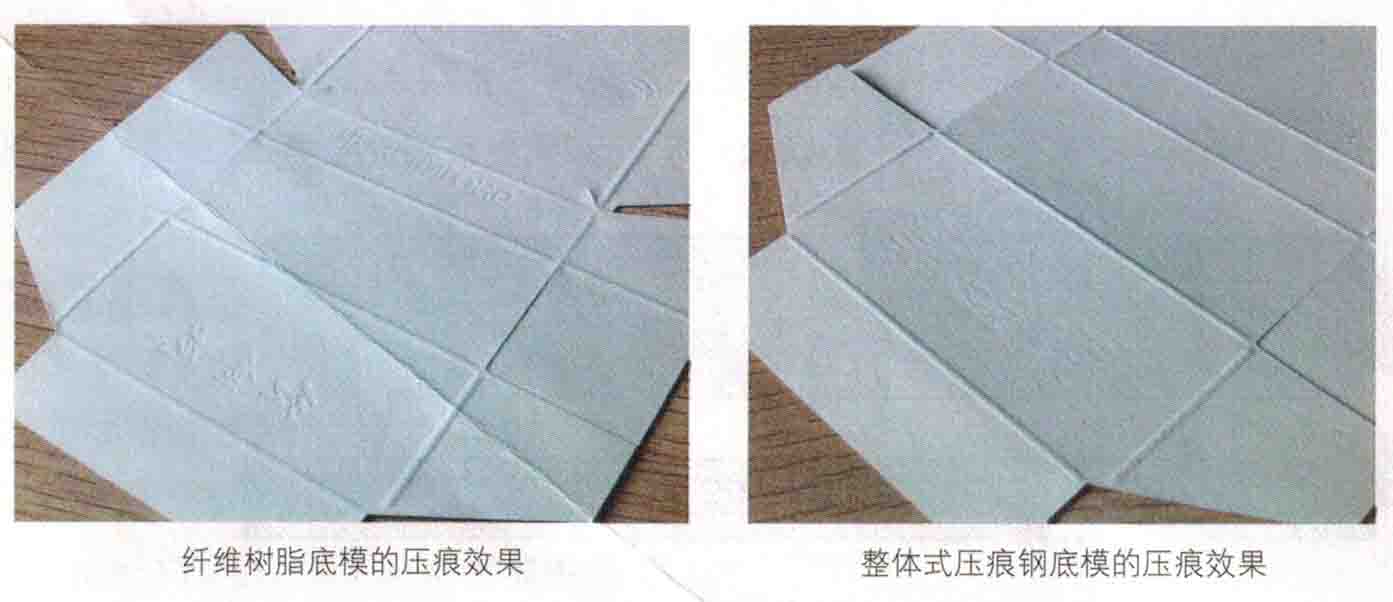
图6 纤维树脂底模和整体式压痕钢底模的压痕效果对比
整体式压痕钢底模由于是精细雕刻的,制作过程相对比较费时,成本也比较高,但其使用寿命长,一般可达到纤维树脂底模的20 倍以上,在长线产品的模切压痕加工中可节省大量底模成本,且大大提高了装版效率,同时保证了纸盒包装的压痕质量,提高了包机适应性。因此,综合来看,采用整体式压痕钢底模进行纸盒包装的模切压痕,效率和质量均有很大的提升。

上一篇:输纸机传动不灵敏故障解析
下一篇:收纸吸风轮故障排除一例