正确使用展平辊 轻松解决走料打皱
时间:2014-05-18 23:06:17:本站浏览次数:751
在软包装印刷生产线上,一些料膜因具有某些固有属性或难以消除的缺陷,容易导致其在走料过程中产生打皱问题,进而产生不良品,造成原料大量浪费。对此,机械设计者通常在软包装印刷设备的某些部位设计一定形式和数量的展平辊,使走料打皱问题得到明显改观或彻底解决。然而,机械设计者在解决走料打皱问题过程中走了不少弯路,原因就在于他们既不清楚导致走料打皱的具体原因,又对如何进行正确设计与选用展平辊不甚了解。本文具体介绍几类常见展平辊的作用原理、设计及使用方法,希望能够帮助机械设计者解开疑惑。
弧辊
1. 弧辊的作用原理
弧辊属于柔性辊,转动时其表面会呈现“拉伸一压缩一拉伸”的周期性变化。在走料过程中,料膜在弧辊的凸面运行,在摩擦力的作用下得以展平。料膜的走料方向如图1 所示,以料膜左侧的M点为例,当M点处于弧线的下凹侧时,弧辊表面与走料中心的距离为S,随着弧辊的转动,当M点转到弧线的上凹侧时,与走料中心的距离为S1 ,可见,料膜左右两侧的点在弧辊转动时会分别向两侧产生位移差S-S1 ,这也是料膜在走料过程中被展平的关键所在。反之,若料膜在弧辊的凹面运行,在走料过程中就会居中,由此产生走料打皱问题。
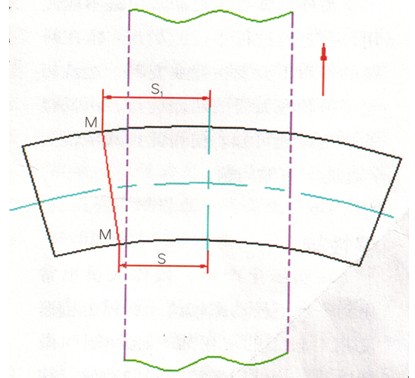
图1 弧辊与料膜的运转关系示意图
2. 弧辊的设计及使用方法
由弧辊的作用原理可充分说明其使用时具有方向性方面的要求,即弧辊上的料膜,从开始接触到脱离必须处于弧辊的拉伸表面段,料膜的走料方向应与弧辊弓型凸出方向基本一致,并要有一个较小的夹角α( α﹤30°) ;料膜在弧辊上的包角β一般﹤45°,若包角过大,就会导致料膜不能完全与弧辊接触,从而造成中间紧两边松的现象,起不到展平的作用;弧辊的方向和弧度应能够调整,以适应不同规格、不同属性的料膜使用;弧辊适用于一定弹性变形情况下恢复性能较好的料膜,如PE 、PET 、BOPP 、PVDC 、PVC 、PA 等。
八字辊
1. 八字辊的作用原理
八字辊的辊面两侧对称分布有螺旋头数为单头或多头、有一定截面形状的沟槽,如图2 所示。八字辊表面沟槽的加工方式有车削和铣削两种,加工时应根据沟槽的参数及车床和铣床的加工范围来确定选择哪种方式。八字辊的作用原理有两个:一是八字辊表面沟槽对料膜的横向缩变有释放作用;二是当料膜与八字辊按图2所示的关系运转时,沟槽的A 边会对料膜产生作用力F ,作用力F 对称分布于八字辊的两侧,其分力F ,作用于料膜,起到向两侧拉伸的作用,使料膜得以展平,且螺旋升角越小,分力Fl 越大。
2. 八字辊的设计及使用方法
八字辊有4 个主参数:辊直径,沟槽的螺旋头数n,螺距t,沟槽截面形状及大小。主参数的设置应根据料膜的属性和使用场合来确定,如PE 料膜的弹性恢复性较好,可选用单头、小螺距、深圆弧沟槽形式的八字辊,若采用卫星式轮转凹印机,其放卷部位八字辊的主参数可设置为:n=1,t=10mm ,深圆弧形式。装饰纸经压印后容易使纸张纤维见水膨胀,因此其进人烘箱前所用到的八字辊应设计成单头(n=1)、小螺距(t=l5mm )、浅圆弧沟槽形式,因为沟槽过密、过深会使纸张纤维发生拉裂性破坏,易产生不良品;当位于设备的其他部位时,若纸张的耐拉强度增强,则要布置多头、大螺距、较深圆弧沟槽形式的八字辊,如收卷前为消除前段走料造成的软皱,八字辊的主参数可设置为:n=3~4 , t=25mm ,较深圆弧沟槽形式。
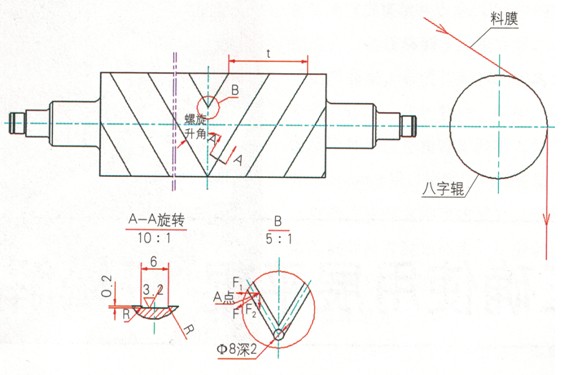
图2 八字辊与料膜运转关系示意图
铝箔受到拉伸作用易发生塑性变形,且不易恢复,所以在铝箔的印刷过程中不能使用八字辊,而铝箔与BOPP 、纸张等的复合材料在印刷过程则可使用八字辊。
需要特别注意的是,八字辊的安装方向必须正确,其沟槽的宽度不应太窄,适宜宽度为4~7mm 。若无法保证这些要求,就会影响八字辊的展平作用,有时甚至还会起到反作用。
另外,强度不足的八字辊不能使用,在走料过程中,此类八字辊在料膜的作用下会发生弯曲变形,这就相当于料膜在弧辊的凹面运行,由弧辊的作用原理可知,使用此类八字辊会产生走料打皱问题。
惰性辊
在实际生产中,操作人员也常用到一种不转动或转速比料膜走料速度相对较慢的展平辊,这种辊叫做惰性辊。惰性辊可将料膜的软皱“抹平”,起到展平作用。惰性辊有圆柱形和弓形两种,其中,弓形惰性辊的弯曲度约为5~15mm 。采用直接固定或使用制动器对惰性辊进行调速以实现其安装,需要注意的是,惰性辊速度的调节及料膜包角的确定应以不破坏正常的走料张力为前提。
中凹辊
中凹辊可看作是一个中小双锥面辊,其使具有一定张力的料膜在走料过程始终有向小锥面辊的大端缠绕的趋势,由此将料膜展平,这也正是当中凹辊、锥型辊平行度较差时,容易使料膜打皱的原因所在。另外,基于弧辊的作用原理,在设计中凹辊时,须保证其具有足够的强度。
要想正确设计展平辊,除了必须了解料膜的属性、生产工艺特点及品质要求以外,还要对设计的展平辊进行必要的试验,并对其性能和价格进行分析,以确保展平辊的性价比与实用性。

上一篇:色差仪在烟包印刷中的应用